Introduction
High transparency represents one of the most demanding requirements in plastic bottle manufacturing, requiring exceptional process control, material purity, and equipment precision to achieve crystal-clear appearance that enhances product appeal and consumer confidence. Injection blow molding technology delivers the precision and consistency necessary to manufacture transparent plastic bottles meeting stringent optical quality standards while maintaining production efficiency and cost-effectiveness. AiBiM injection blow molding machines have established excellence in transparent bottle production through specialized equipment designs, advanced processing capabilities, and comprehensive quality assurance systems ensuring every bottle meets optical clarity requirements.
The unique challenges of transparent bottle manufacturing include eliminating haze and optical defects, maintaining consistent wall thickness for optical uniformity, preserving surface finish quality, and achieving dimensional precision while maximizing clarity. Transparent bottles must also meet mechanical performance requirements including drop resistance, pressure capability, and environmental durability without compromising optical quality. AiBiM injection blow molding technology addresses these challenges through precision engineering, clean manufacturing processes, and optimized processing parameters delivering exceptional transparency.
Understanding Transparency Requirements in Plastic Bottles
Optical Quality Specifications
Optical quality requirements for transparent plastic bottles encompass multiple characteristics affecting visual appearance and consumer perception. Clarity represents the fundamental requirement, defined as absence of haze or cloudiness that obscures product visibility. Measured by haze percentage, premium transparent bottles require haze levels below 3% while acceptable consumer products typically maintain haze below 5-8%. Achieving low haze requires exceptional material quality, consistent processing, and mold surface finishes preventing light scattering.
Color and appearance uniformity ensures consistent appearance across all bottles in production runs. Color variations measured as Delta E values must remain below 1.0 for premium applications, with acceptable ranges below 2.0 for consumer products. Color consistency requires precise temperature control, consistent material quality, and uniform cooling throughout molding process. Surface finish quality including gloss and smoothness affects both optical quality and consumer perception, with surface roughness typically measured in microns and maintained below 0.2 microns for premium transparent bottles.
Material Selection for Transparency
Material selection represents the foundation of transparent bottle manufacturing, with specific polymers offering inherent transparency advantages. Polyethylene Terephthalate (PET) dominates transparent bottle manufacturing due to excellent optical clarity, good mechanical properties, and established recycling infrastructure. PET clarity enables water-like transparency with haze levels typically below 2% when properly processed, making it ideal for water, beverage, and food packaging applications where product visibility is essential.
Polypropylene (PP) offers transparency advantages for specific applications requiring higher temperature resistance or cost considerations. Clarity levels in PP typically reach 85-92% light transmission with haze levels of 8-15% when properly processed, making PP suitable for applications where some haze is acceptable while cost considerations favor PP over PET. PP clarity requires careful material selection with clarified grades specifically engineered for improved optical properties.
Polycarbonate (PC) provides exceptional optical quality for premium applications requiring maximum clarity and impact resistance. PC transparency approaches glass with light transmission above 90% and haze below 1%, making it ideal for premium beverage containers and specialty applications. PC transparency requires careful processing to avoid yellowing from thermal degradation and precise mold temperature control for optimal surface quality.
AiBiM Technology for Transparent Bottle Production
Precision Molding Systems
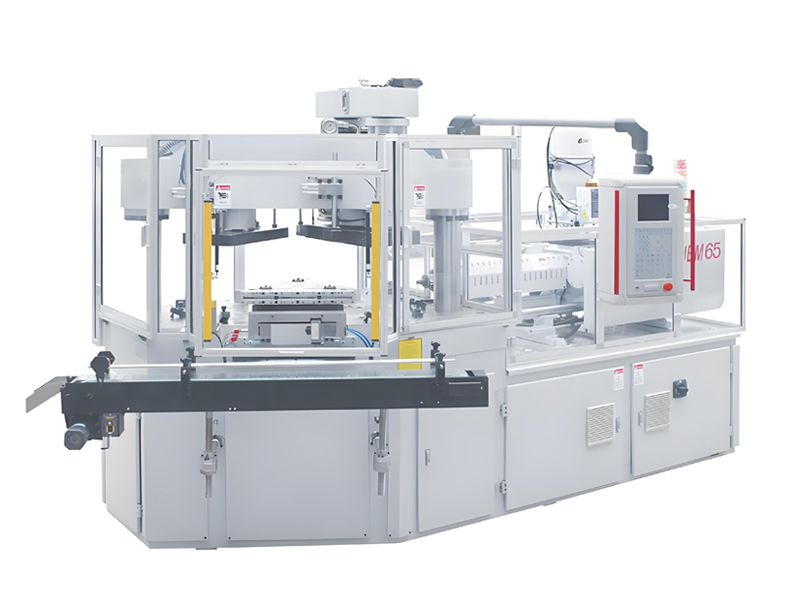
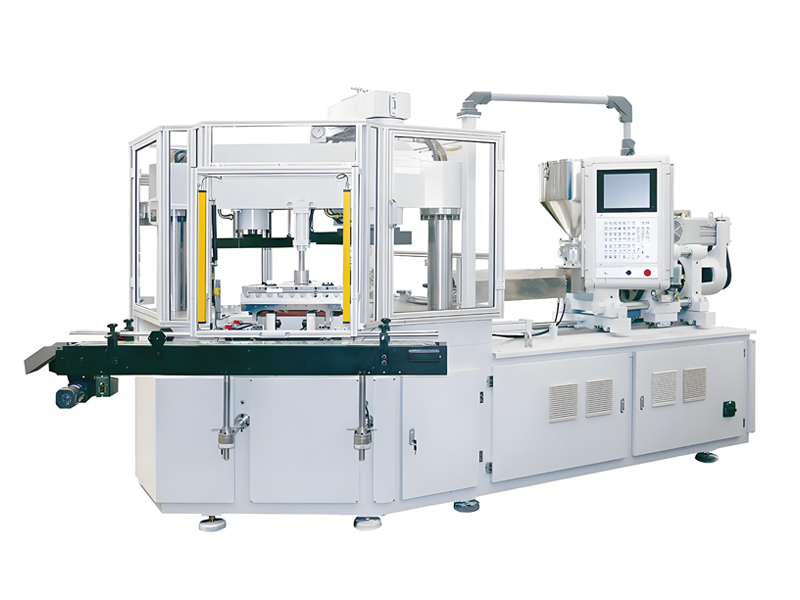
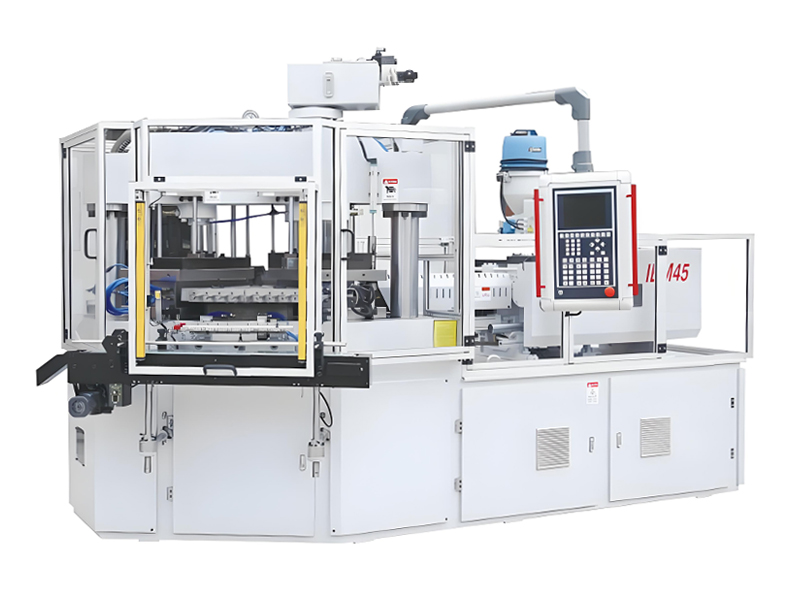
AiBiM injection blow molding machines for transparent bottles incorporate specialized precision systems optimized for optical quality. Precision injection systems deliver material with exceptional uniformity, eliminating flow marks, weld lines, and surface defects affecting clarity. Shot size control within plus or minus 0.1% ensures consistent material distribution across all cavities, critical for optical uniformity across production runs. Multi-zone injection control enables optimized material placement minimizing stress patterns that could create optical distortions.
Advanced blow molding systems incorporate precise air pressure control and uniform mold temperature distribution essential for optical quality. Pressure control accuracy within plus or minus 0.3 bar ensures uniform expansion eliminating wall thickness variations causing optical distortion. Mold temperature uniformity maintained within plus or minus 1.5°C across all cavity surfaces prevents differential cooling that could create haze or surface variations affecting transparency.
Precision mold engineering represents critical factor in optical quality, with mold surface finishes reaching optical polish standards below 0.1 microns roughness. Mold temperature control systems ensure uniform heating across all surfaces while cooling systems provide uniform heat removal preventing thermal stress patterns. AiBiM works with premium mold suppliers specializing in transparent bottle molds, ensuring mold quality matches equipment capabilities.
Clean Manufacturing Processes
Contamination control represents essential requirement for transparent bottle manufacturing, as even microscopic contaminants cause visible defects affecting quality. AiBiM machines designed for transparent production incorporate clean material handling systems with stainless steel construction and enclosed material flow paths preventing contamination during processing. Material drying systems provide precise moisture removal with dew points below -40°C, preventing moisture-related defects including splay and bubbles affecting optical quality.
Clean production environment including enclosed molding area and positive pressure filtration prevents airborne contamination from settling on bottle surfaces during critical cooling phases. Air filtration systems maintaining ISO Class 7 cleanliness within molding area eliminate particulate contamination causing visible defects. Regular maintenance and cleaning protocols ensure systems maintain contamination control throughout equipment lifetime.
Material handling optimization prevents thermal degradation and material discoloration affecting optical quality. Optimized material residence times and temperature control prevent yellowing or browning common in PET processing. Precise temperature control within plus or minus 1°C prevents overheating causing thermal degradation. Material recirculation systems minimize residence time while maintaining consistent material flow through processing systems.
PET Processing for Maximum Clarity
Material Preparation and Drying
PET requires thorough drying before processing to achieve optimal optical quality. Moisture in PET causes hydrolysis during processing, resulting in molecular weight degradation, yellowing, and reduced clarity. Proper drying requires dehumidifying dryers capable of achieving moisture levels below 0.005% before processing. Drying temperatures typically range from 140-170°C with drying times of 4-6 hours depending on material throughput and dryer capacity.
AiBiM provides advanced drying systems specifically optimized for PET processing. Dehumidifying dryers with desiccant regeneration systems deliver consistent dew points below -40°C regardless of ambient humidity conditions. Conveying systems from dryer to machine maintain dry material condition, preventing moisture reabsorption during transfer. Moisture monitoring systems verify material moisture content before processing, preventing processing of improperly dried material that would compromise optical quality.
Injection Molding Parameters
Precise injection molding parameters are essential for achieving optimal PET transparency. Melt temperature control affects clarity significantly, with optimal processing temperatures typically ranging from 260-285°C. Temperatures above 285°C cause thermal degradation resulting in yellowing, while temperatures below 260°C result in incomplete melting causing flow lines and haziness. AiBiM systems maintain melt temperature within plus or minus 1°C, ensuring consistent processing conditions essential for optical quality.
Injection speed optimization affects surface finish and optical uniformity. Too slow injection causes flow marks and visible weld lines, while too fast injection causes jetting and surface defects. AiBiM injection systems provide programmable injection profiles enabling optimization for specific bottle geometries and wall thickness requirements. Multi-stage injection with different velocities for different fill stages optimizes surface quality while maintaining dimensional accuracy.
Packing pressure and time optimization affects wall thickness uniformity and optical consistency. Insufficient packing causes sink marks and thickness variations causing optical distortion, while excessive packing creates stress patterns affecting clarity. AiBiM control systems provide precise packing control with pressure accuracy within plus or minus 0.5 bar and timing accuracy within plus or minus 0.1 seconds, enabling optimization for optical quality.
Blow Molding Optimization
Blow molding parameters significantly affect final bottle clarity and surface quality. Blow pressure must be optimized to achieve complete mold filling without over-blowing causing thin spots affecting optical uniformity. For PET bottles, typical blow pressures range from 25-40 bar depending on bottle size and wall thickness requirements. AiBiM blow systems provide programmable pressure profiles enabling optimization for specific bottle geometries.
Mold temperature represents critical factor affecting surface finish and clarity. Too cold mold creates surface roughness and haze from rapid surface freezing, while too hot mold causes crystallization affecting transparency. Optimal mold temperatures for PET clarity typically range from 5-15°C, requiring active cooling systems. AiBiM mold temperature control systems maintain uniform temperatures within plus or minus 1.5°C across all cavity surfaces.
Cooling time optimization affects cycle efficiency without compromising clarity. Insufficient cooling causes deformation and stress patterns affecting optical quality, while excessive cooling reduces productivity without improving clarity. AiBiM systems provide automated cooling time optimization based on real-time temperature monitoring, achieving minimum cycle times while maintaining optical quality requirements.
Quality Assurance for Transparency
Optical Quality Testing
Comprehensive optical quality testing ensures bottles meet transparency specifications consistently. Haze measurement using hazemeters quantifies light scattering, with premium bottles requiring haze below 3% and consumer bottles requiring haze below 5-8%. AiBiM integrated optical inspection systems perform inline haze measurement automatically, rejecting bottles exceeding specification limits. Measurement systems achieve accuracy of plus or minus 0.2% haze, sufficient for quality control across all bottle types.
Color measurement using spectrophotometers verifies color consistency across production lots. Color is measured in L*a*b* color space with Delta E values indicating color variation. Premium applications require Delta E below 1.0, while consumer products accept Delta E below 2.0. AiBiM color measurement systems provide real-time color monitoring with accuracy of plus or minus 0.2 Delta E, enabling color consistency verification without manual inspection.
Visual inspection systems using advanced cameras and artificial intelligence detect visible defects including scratches, bubbles, inclusions, and surface blemishes affecting optical quality. These systems perform 100% inspection at production speeds, automatically rejecting defective bottles. AiBiM vision inspection systems detect defects as small as 0.3mm, ensuring comprehensive quality verification.
Wall Thickness and Dimensional Control
Uniform wall thickness represents essential requirement for optical consistency. Wall thickness variations cause optical distortions and visible weak spots affecting product appearance. AiBiM ultrasonic measurement systems perform 100% wall thickness verification with accuracy of plus or minus 0.02mm, detecting thickness variations that would affect optical quality. Systems create thickness maps for each bottle, identifying weak areas and enabling process optimization.
Dimensional consistency affects both optical quality and functional performance. Height, diameter, and volume consistency ensure uniform appearance and proper fit with caps and labels. AiBiM optical measurement systems perform 100% dimensional verification with accuracy of plus or minus 0.2mm for linear dimensions and plus or minus 0.5% for volume verification, ensuring dimensional consistency essential for optical and functional requirements.
Cost Analysis for Transparent Bottle Production
Machine Investment Analysis
Investment analysis for transparent bottle production machines considers various factors affecting total cost of ownership. Machine costs vary based on bottle size, cavity count, and transparency requirements. Standard machines for transparent bottle production with 8-16 cavities range from $220,000-$380,000 depending on size and automation level. Premium machines with advanced transparency control systems and optical inspection capabilities range from $350,000-$650,000 for complete systems with comprehensive quality assurance.
Mold investment for transparent bottles typically exceeds standard mold costs due to premium surface finishes and precision requirements. Standard PET molds for transparent bottles typically cost $30,000-$55,000 for 4-8 cavities, with premium optical quality molds reaching $45,000-$80,000 for the same cavity count. Mold surface finishes for optical applications reach mirror polish standards below 0.1 microns, requiring specialized polishing techniques and materials increasing mold costs 30-50% compared to standard molds.
Production Cost Breakdown
Variable production costs for transparent PET bottles include material costs representing 55-70% of total variable costs, energy costs at 12-18% of variable costs due to higher processing temperatures and drying requirements, and direct labor costs at 8-15% depending on automation level. For typical 500ml PET transparent bottles, total variable costs range from $0.08-$0.20 per bottle depending on quality requirements and production efficiency. Material costs for PET suitable for high-clarity bottles range from $1.40-$2.00 per kilogram for standard grades to $1.80-$2.60 per kilogram for clarified premium grades.
Fixed costs include machine depreciation representing $0.03-$0.08 per bottle based on 5-year depreciation and annual production volumes, maintenance costs averaging $0.02-$0.06 per bottle for preventive maintenance programs, and quality control costs for optical inspection systems totaling $0.01-$0.04 per bottle depending on inspection scope. Total fixed costs range from $0.06-$0.18 per bottle based on production scale and transparency requirements.
Profitability Analysis
Transparent bottle manufacturing profitability depends on market segment, quality level, and operational efficiency. Premium water bottles with exceptional transparency typically command pricing of $0.15-$0.35 per bottle for 500ml sizes, with gross margins of 30-50% achievable through quality differentiation and optical performance. Standard consumer bottles for general applications command pricing of $0.10-$0.25 per bottle, with margins of 20-35% achievable through operational excellence and cost control.
Premium clear beverage bottles for soft drinks and juices typically achieve pricing of $0.18-$0.40 per bottle for 500ml sizes, with margins of 35-55% achievable through optical quality and brand positioning. Performance improvements through efficiency optimization and quality consistency can significantly improve profitability. Operational optimization can reduce variable costs by 15-25% while maintaining or improving transparency, potentially increasing gross margins by 10-15 percentage points.
Material Selection Guide
Polyethylene Terephthalate (PET)
PET represents dominant material choice for transparent plastic bottles due to excellent optical properties and established market presence. PET clarity achieves light transmission above 90% with haze levels typically below 2% when properly processed, making PET ideal for applications requiring water-like clarity. Mechanical properties including good impact resistance, moderate barrier properties, and reasonable cost make PET versatile for water, beverage, and food packaging applications.
PET processing requires careful drying to moisture levels below 0.005% to prevent hydrolysis causing yellowing and reduced clarity. Melt processing temperatures range from 260-285°C, requiring precise temperature control to prevent thermal degradation. Material costs for PET suitable for transparent bottles range from $1.40-$2.00 per kilogram for standard grades to $1.80-$2.60 per kilogram for clarified premium grades. Bottle weights for 500ml transparent PET bottles typically range from 18-28 grams depending on wall thickness and strength requirements.
Clarified Polypropylene (PP)
Clarified PP offers transparency advantages for applications requiring higher temperature resistance or cost considerations. Clarified PP achieves light transmission of 85-92% with haze levels of 8-15%, providing acceptable transparency for applications where some haze is acceptable. Temperature resistance up to 135°C enables PP bottles for hot fill applications where PET would deform. Material costs for clarified PP typically range from $1.20-$1.70 per kilogram, representing 15-30% savings compared to PET.
Clarified PP processing temperatures range from 200-230°C, lower than PET and reducing energy consumption requirements. Clarifying additives incorporated into PP during resin production improve optical properties but must be carefully selected to avoid affecting clarity or food contact compliance. Bottle weights for 500ml clarified PP bottles typically range from 16-24 grams, slightly lower than PET due to lower density.
Polycarbonate (PC)
Polycarbonate provides exceptional optical quality for premium applications requiring maximum clarity and impact resistance. PC transparency approaches glass with light transmission above 90% and haze below 1%, making PC ideal for premium beverage containers and specialty applications requiring exceptional clarity. Impact resistance significantly exceeds PET and PP, enabling PC bottles for applications requiring durability and premium appearance.
PC processing requires careful temperature control to prevent yellowing from thermal degradation. Processing temperatures range from 280-310°C, requiring equipment with higher temperature capabilities than PET. Material costs for PC range from $2.50-$4.00 per kilogram, representing 2-3 times PET costs and limiting PC to premium applications where exceptional clarity justifies higher material costs. Bottle weights for 500ml PC bottles typically range from 22-32 grams due to higher density than PET.
Process Optimization for Optical Quality
Parameter Optimization Strategies
Systematic parameter optimization maximizes optical quality while maintaining productivity. Temperature profiling across barrel and mold affects clarity significantly. Barrel temperature profiles typically gradually increase from feed zone to nozzle, with typical ranges of 240-260°C in feed zones, 250-270°C in compression zones, and 265-285°C in metering zones for PET. AiBiM systems provide multi-zone control enabling precise temperature optimization for specific materials and bottle geometries.
Injection speed optimization affects surface finish and clarity. Too slow injection causes visible flow lines and weld lines, while too fast injection causes jetting and surface blemishes. AiBiM injection systems provide programmable velocity profiles with up to 8 stages, enabling optimization for specific bottle geometries. Typical injection velocities for PET transparent bottles range from 30-80 mm per second depending on wall thickness and bottle size.
Pressure optimization affects wall thickness uniformity and clarity. Packing pressure typically ranges from 50-80% of injection pressure for PET, with packing times of 1-3 seconds depending on bottle size. AiBiM systems provide precise pressure control with accuracy within plus or minus 0.5 bar, enabling optimization for optical quality while maintaining dimensional accuracy.
Mold Temperature Management
Precise mold temperature control represents critical factor for optical quality. Too cold mold creates surface roughness and haze, while too hot mold causes crystallization affecting transparency. For PET clarity, optimal mold temperatures typically range from 5-15°C, requiring active cooling systems. AiBiM mold temperature systems maintain uniform temperatures within plus or minus 1.5°C across all cavity surfaces using optimized cooling channel designs and precise temperature control.
Cooling system design affects temperature uniformity and cooling efficiency. Optimized cooling channel designs ensure uniform heat removal across mold surfaces, preventing temperature variations that could cause clarity issues. AiBiM works with mold suppliers to optimize cooling channel designs for transparent bottle molds, ensuring temperature uniformity while maintaining efficient cooling for productivity.
Advanced Applications and Technologies
Barrier Layer Technologies
Multilayer co-injection enables transparent bottles with barrier layers extending product shelf life. Typical configurations include PET outer layer for clarity with EVOH barrier layer for oxygen protection, or PET outer layer with nylon barrier layer for carbonation retention. These technologies maintain transparency while providing barrier properties unattainable with single-material construction.
AiBiM co-injection systems provide precise layer control enabling optimization of barrier layer thickness while maintaining optical clarity. Layer thickness typically ranges from 5-15% of total wall thickness, providing adequate barrier while maintaining transparency. Co-injection material costs typically range from $2.00-$4.00 per kilogram, significantly higher than single-material costs but justified for premium applications requiring extended shelf life.
Surface Enhancement Technologies
Surface enhancement technologies improve optical quality beyond standard processing capabilities. Plasma treatment processes modify bottle surfaces to enhance clarity and gloss, typically improving light transmission by 1-2% and reducing haze by 20-30%. Surface coating technologies apply transparent coatings improving scratch resistance and maintaining clarity throughout product lifetime.
AiBiM provides integration for surface enhancement systems within production lines, enabling automated surface treatment without additional handling steps. These technologies typically add $0.02-$0.05 per bottle in processing costs but can enable premium pricing improving overall profitability. Implementation costs for surface enhancement systems typically range from $40,000-$120,000 depending on technology and production volume.
Maintenance and Reliability
Maintenance for Optical Quality
Maintenance procedures specifically address factors affecting optical quality performance. Regular mold cleaning and polishing maintains surface finish essential for clarity. Mold polishing requirements for optical quality molds typically range from monthly for high-volume production to quarterly for moderate production, with polishing costs of $500-$1,500 per maintenance event. AiBiM provides mold maintenance services and guidance for maintaining optical quality throughout mold lifetime.
Temperature control system calibration ensures precise thermal conditions essential for clarity. Thermocouple calibration performed quarterly and temperature controller calibration performed semi-annually maintains temperature accuracy within plus or minus 1°C, critical for optical consistency. Calibration services typically cost $300-$800 per calibration event but prevent quality issues that could result in scrap and customer returns.
Common Quality Issues
Understanding common optical quality issues enables proactive prevention. Haze issues typically result from improper temperature control, material contamination, or mold surface degradation. Addressing these issues through temperature optimization, contamination prevention, and regular mold maintenance eliminates haze problems. Yellowing typically results from thermal degradation during processing, requiring optimization of temperature profiles and reduction of material residence times.
Surface defects including scratches, flow marks, and splay result from mold surface issues, improper processing parameters, or material contamination. Mold polishing, parameter optimization, and contamination control prevent surface defects. AiBiM troubleshooting guides address common optical quality issues with specific solutions for each problem type.
FAQ
What level of transparency can AiBiM machines achieve?
AiBiM injection blow molding machines produce transparent plastic bottles with haze levels below 3% for premium applications and below 5-8% for standard consumer applications. Light transmission reaches 90% or above for PET bottles when properly processed, achieving water-like clarity. Optical inspection systems verify haze, color, and surface quality automatically, rejecting bottles not meeting transparency specifications. Surface finishes achieve gloss levels above 90 gloss units for premium clarity appearance.
What materials can AiBiM machines process for transparent bottles?
AiBiM injection blow molding machines process all major transparent plastic materials including PET for water, beverage, and food applications requiring exceptional clarity, clarified PP for applications requiring temperature resistance or cost considerations, and polycarbonate for premium applications requiring maximum clarity and impact resistance. Material selection depends on application requirements including clarity level, temperature resistance, mechanical properties, and cost considerations. AiBiM provides material selection guidance based on specific application requirements and quality objectives.
What is the production capacity for transparent PET bottles?
Production capacity varies by bottle size and machine configuration. For 500ml PET transparent bottles, typical production rates range from 2,500-4,500 bottles per hour on 8-cavity machines. For 1-liter PET bottles, production rates range from 1,800-3,200 bottles per hour on 6-cavity machines. For 250ml small bottles, production rates reach 4,000-7,500 bottles per hour on 12-16 cavity machines. Actual production rates depend on wall thickness requirements, quality specifications, and operational efficiency.
How much does a transparent bottle production line cost?
Complete production line costs vary based on bottle size, quality requirements, and automation level. Small scale production for 250ml-500ml bottles typically requires investment of $350,000-$600,000 including machine, premium optical molds, and basic automation. Medium scale production for 500ml-1 liter bottles typically requires $500,000-$850,000 including advanced automation and optical inspection systems. Large scale production for premium bottles typically requires $800,000-$1,400,000 for complete systems with comprehensive automation, optical inspection, and surface enhancement capabilities.
How do AiBiM machines ensure consistent transparency?
AiBiM injection blow molding machines ensure consistent transparency through precision process control maintaining temperature accuracy within plus or minus 1°C, clean manufacturing systems preventing contamination affecting optical quality, advanced mold technology with surface finishes below 0.1 microns roughness, and integrated quality inspection performing 100% verification of optical parameters. These capabilities ensure every bottle meets transparency specifications consistently across production runs, from first bottle to last bottle produced.
What maintenance is required for optical quality performance?
Maintenance for optical quality includes regular mold polishing and surface inspection maintaining mirror finishes, temperature control system calibration ensuring precise thermal control, and material system cleaning preventing contamination buildup affecting clarity. For high-quality transparent bottle production, mold polishing typically required monthly for high-volume production or quarterly for moderate production. Temperature calibration required quarterly and material system cleaning required monthly prevent quality degradation that could compromise optical quality and cause customer returns.
Conclusion
Injection blow molding machines designed for transparent plastic bottle production represent sophisticated manufacturing technology delivering exceptional optical quality, consistency, and consumer appeal. AiBiM injection blow molding machines combine advanced technology integration, precision engineering, and comprehensive quality systems to provide manufacturers with competitive advantages in transparent bottle quality, production efficiency, and market differentiation. Understanding transparency requirements, material selection, process optimization, and quality assurance enables manufacturers to maximize equipment performance and achieve premium optical quality.
Investment in AiBiM injection blow molding technology for transparent bottle production delivers long-term value through superior optical quality, market differentiation, and consumer preference. The comprehensive support infrastructure including engineering expertise, optical quality systems, and technical support ensures successful implementation and sustained quality throughout equipment lifetime. As consumers increasingly demand product visibility and premium packaging, transparent bottle capabilities provided by AiBiM technology enable manufacturers to meet market demands while achieving operational excellence and profitability.